关注食品安全我们更有责任
我们设有风险评估,风险管理和风险交流的全方位食品安全防范体系。
我们的安全理念

|
|

|
|

|
|
我们控制最严谨的过程。
|
|
质量、研发对产品检测重复三次以上验证,才会应用于客户;我们交付最安全的产品。
|
|
为客户量身定做并遵从客户生产设备模拟流程,到中试样品保质期内观察,保证整个产品生命周期的稳定性和安全性。
|
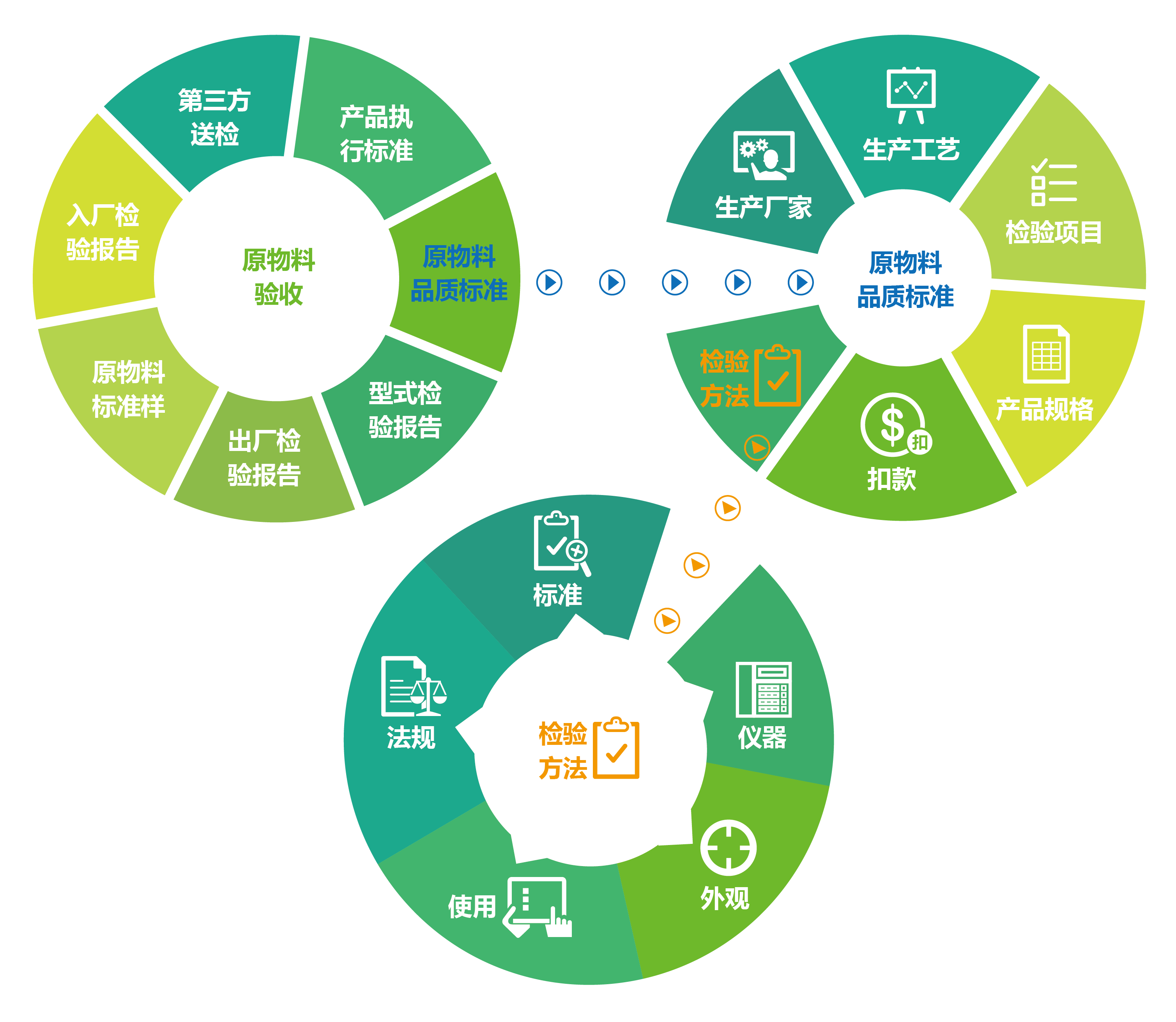
产品质量八大控制体系
原材料选择的原则
原料必须符合《食品安全国家标准食品添加剂使用标准》GB2760及其他相关法律法规要求。
| |
 |
|
 |
|
| |
安全性评价 |
|
产品生产技术及工艺信息研究
|
|
| |
原料适用范围、使用量严格按照GB2760规定及相关法规要求。
对所选原料进行危害分析,确保所用原料无农药残留和过敏原、不含转基因、重金属复合要求; |
|
掌握了国内先进的乳饮料、酸奶、调制乳等产品的生产线工艺;
二十年的研究积累,我们形成了庞大研发数据库。 |
|
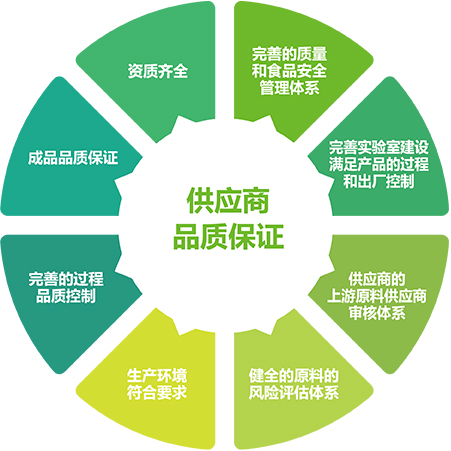
针对新晋供应商的管理我们分为:
初级审核(资质是否齐全,样品是否符合我司品质要求)、第一次现场审核、第二次现场审核(现场取样:原料和成品)。

| |
人  |
|
机  |
|
法  |
|
| |
人员进口通道安装门禁,非生产人员不能进入;人员进入车间需更衣、消毒、风淋,保证无菌进入;人员工作服每日清洗灭菌。 |
|
生产设备均为英国迈康进口设备,自动包装和混料机均为可视化智能控制系统。下料系统、筛分系统、精检系统和包装系统自上而下成为一体,由可视化控制系统进行控制。 |
|
公司建立完善的生产制度、岗位操作规程和设备操作规程,并辅以完善的监督检查机制,保证生产过程安全。 |
|
| |
环  |
|
料  |
|
|
|
| |
车间环境符合十万级GMP卫生要求。每日进行有效的臭氧灭菌。 |
|
物料去皮经风淋除尘进入车间。 |
|
|
|
保证成品
理化合格
|
确保微生物
和重金属指
标符合标准
|
产品进行应用
实验,样品观
察符合要求
|
产品出场防
护、车辆卫
生符合要求
|
| |
 |
|
 |
|
 |
|
| |
产品追溯 |
|
产品召回 |
|
产品处置 |
|
| |
产品标识是产品追溯的关键点,通过产品标识查看从客户标识到公司销售记录-运输记录-库管台账-生产记录-品控检测记录等各项记录进行产品追溯。
|
|
产品召回执行召回程序,由品控部通知销售,销售部负责通知客户和经销商。 |
|
凡召回产品一律销毁处置。 |
|
| |
|
|
|
|
|
|
| |
产品追溯 |
|
产品召回 |
|
产品处置 |
|
| |
产品标识是产品追溯的关键点,通过产品标识查看从客户标识到公司销售记录-运输记录-库管台账-生产记录-品控检测记录等各项记录进行产品追溯。
|
|
产品召回执行召回程序,由品控部通知销售,销售部负责通知客户和经销商。 |
|
凡召回产品一律销毁处置。 |
|
 |
风险信息收集渠道
|
|
 |
风险评估
|
关注国际欧盟食品类快速预警(RASFF)、美国FDA等信息;国内政府机构、行业协会、媒体、客户反馈等;公司食品安全小组专人负责分析、汇总、上报。
|
|
食品安全小组组织风险评估;从研发配方设计、产品定型、标签标识、原料使用、生产加工、检测、储运、客户使用等方面进行各项安全评估。 |
 |
风险交流 |
|
 |
风险管理 |
风险得到有效控制后,积极与供应商、客户、行业协会、政府监管部门进行信息交流。 |
|
风险评估确定后,公司从降低危害程度和减少可能两方面实施适当的措施,有效控制食品风险。 |
先进的检测仪器

- 原子吸收分光度计
- 主要应用于有害物质限量检测;

- 稳定性分析仪
- 主要应用于产品稳定性分析的仪器;

- 气象色谱、气质联用仪
- 主要应用于香味物质检测、农药残留测定等;

- 布拉班德粘度仪
- 主要是应用于变性淀粉的粘度测定,扩展其他食品添加剂单体和复配添加剂的粘度测定。

- 冻力仪
- 主要应用于明胶凝胶强度测定和酸奶产品凝胶强度的测定,在酸奶产品研发过程不可缺的仪器;
食品安全法